Сборка карданного вала
Сборку карданного вала выполняют в такой последовательности:
- ввертывают в крестовину 10 (рис.38) предохранительный клапан и угловую масленку 9, наклонная часть которой должна располагаться между шипами крестовины под углом 45±5° и выступать из крестовины на величину не более 33 мм. Этот размер соответствует расстоянию от торца масленки до оси шипов крестовины;
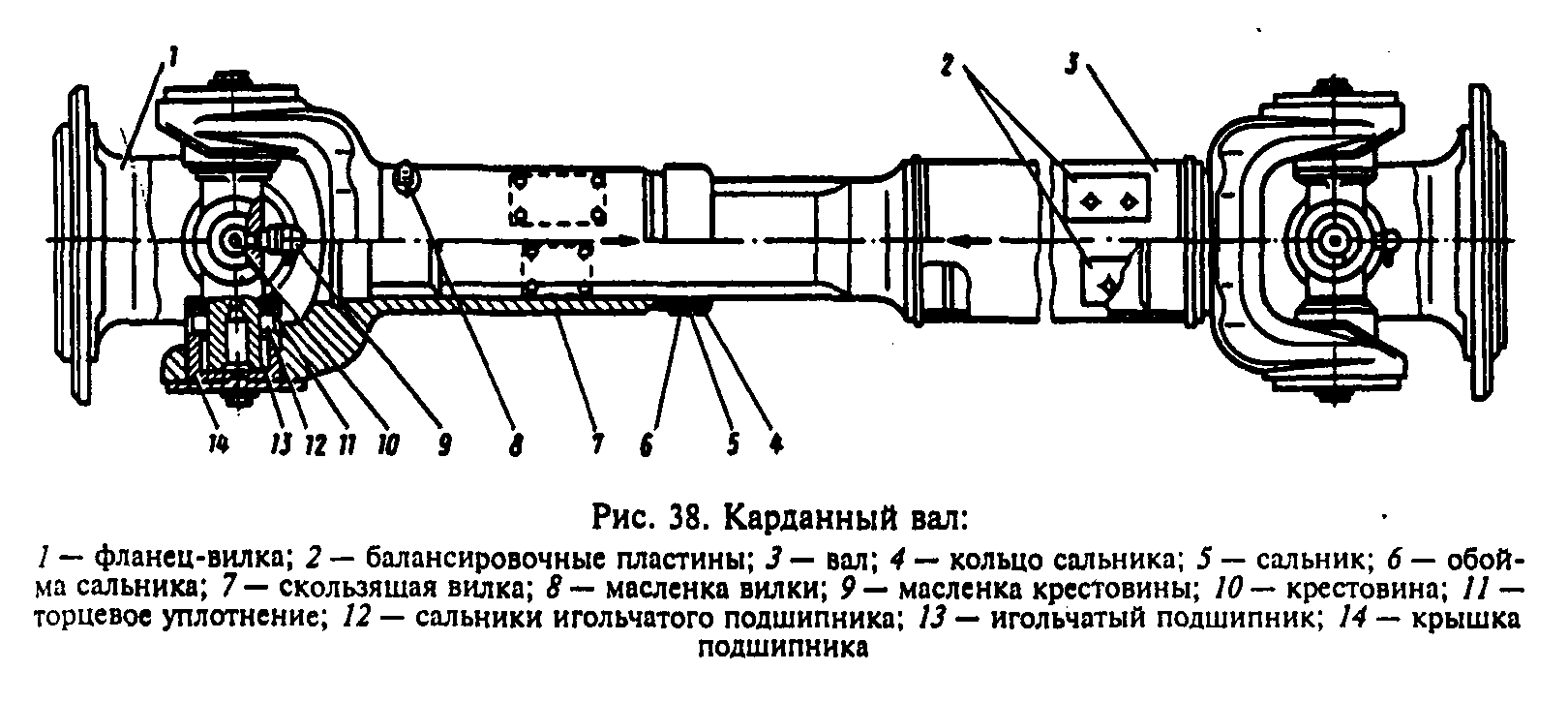
- вставляют подсобранную крестовину 10 шипами в отверстия скользящей вилки 7 и на свободные шипы крестовины устанавливают фланец и вилку 1. При этом крестовину располагают так, чтобы масленка была обращена в сторону скользящей вилки;
- напрессовывают торцевые уплотнения 11 на шипы крестовины 10 через отверстия для подшипников в вилках;
- закладывают в полость между рабочими кромками торцевого уплотнения и игольчатого подшипника пластичную смазку N° 158 в количестве 10±1 г в каждый подшипник;
- запрессовывают игольчатые подшипники 13 в отверстия фланца вилки 1 и скользящей вилки 7. Cборку шарнира с подшипниками производят только с применением ручного пресса. Допускается вывернуть масленку из крестовины для облегчений сборки шарниров при запрессовке подшипников для выхода лишней смазки и следует завернуть масленку после полной сборки шарнира;
- устанавливают на торцы щек вилок опорные и стопорные пластины, закрепляют каждую крышку и пластины болтами, которые должны быть затянуты моментом 14-17 Н*м (1,4-1,7 кгс*м) и законтрены загибанием одного из ушков стопорной пластины к грани головки каждого болта;
- аналогично устанавливают фланец-вилку со второго конца карданного вала 3;
- устанавливают со стороны шлицевого конца обойму 6 сальника 5 скользящей вилки 7, кольцо 4 сальника, уложив его в обойму, и заправляют в обойму уплотнительное резиновое кольцо 4;
- устанавливают на шлицевой конец карданного вала скользящую вилку 7 таким образом, чтобы оси отверстий в скользящей вилке и в вилке на валу 3 находились в одной плоскости. Допускается отклонение осей указанных отверстий на угол не более 2°. При этом стрелки на скользящей вилке и трубе карданного вала должны быть совмещены;
- навертывают обойму 6 сальника на скользящую вилку 7, ввертывают в вилку масленку 8 и через нее смазывают шлицевое соединение смазкой УСсА или Литол-24 до выдавливания ее из отверстия заглушки скользящей вилки;
- кернят обойму 6 сальника скользящей вилки в двух местах, расположенных по окружности;
- проверяют угол качания карданов от средней оси в каждую сторону, который должен быть не менее 24°;
- выполняют динамическую балансировку собранного карданного вала. Дисбаланс не должен превышать 65 г*см. Дисбаланс устраняют приваркой пластин 2, изогнутых по наружному диаметру карданного вала, и поворачивая скользящую вилку на 180°.

Техническое обслуживание (ТО)
Виды и периодичность ТО
ТО двигателя
ТО трансмиссии
ТО ходовой
ТО рулевого управления
ТО тормозов
ТО электрики
ТО кабины
ТО седла тягача
ТО механизма подъёма платформы самосвала
Текущий ремонт (ТР) заменой агрегатов и узлов
ТР двигателя
ТР трансмиссии
ТР ходовой
ТР рулевого управления
ТР тормозов
ТР электрики
ТР кабины
ТР седла тягача
ТР механизма подъёма платформы самосвала
Капитальный ремонт (КР) агрегатов
КР двигателя
КР трансмиссии
КР ходовой
КР рулевого
КР тормозов
КР электрики
КР седельно-сцепного устройства
КР механизма подъема платформы
Прицепы МАЗ
МАЗ-8926
МАЗ-8925
МАЗ-5207В